Shenzhen Wesort Optoelectronics Co., Ltd.
Address:Building 29, Longwangmiao Industrial Zone, Fuyong street, Bao'an District, Shenzhen, Guangdong Province, China.
Phone:+86 181 2370 6862

The color sorter is a device that uses photoelectric technology to automatically sort out the heterochromatic particles in granular materials based on the color differences of the materials. It is widely used in many fields and is widely used in rice, cereals, nuts, industrial and other industries.
It is especially suitable for rice, tea, sesame, beans, melon seeds, peanuts, cottonseed, wolfberry, pepper, seeds, dried shrimps, etc. The effect of sorting impurities and special materials such as raisins, traditional Chinese medicine, glass, plastics, cinders, ores, and special materials is very remarkable and has reached the international leading level.
First, connect the power supply, turn on the tablet, touch the touch screen to start color selection; then pour the material to be selected for color into the vibrating feeding hopper, and use the high-frequency vibration of the feeder to shake the material and drop it into the material distribution slot; when the material falls into the dividing When selecting a box, two multi-megapixel cameras at the front and rear will comprehensively take high-frequency photos of each material, so as not to miss any blind spots.
The pictures will be compared with qualified materials through spectral analysis, and it will be found that materials that are inconsistent with qualified products, have different colors, and the air valve will Unqualified materials are blown into the overflow outlet, and qualified materials fall into the qualified material outlet along the set route.

The main components of the color sorter are feed hopper, vibrating feeder, chute, light source, background plate, CCD lens, discharge hopper, nozzle, air compressor, air storage tank, and filter.
1.Feeding system
It consists of a hopper, a vibrating feeder and a chute. The raw materials enter the vibrating feeder from the feeding hopper, and are automatically arranged into a series of continuous streamlines through the vibration and guiding mechanism, and after being accelerated by the chute, they drop to the detection area at a uniform speed. To ensure that the materials are clearly present in the sorting cabinet. In addition to the function of providing raw materials, the feeding system also controls the production capacity of the color sorter. Sorting per unit time can be realized.
2.Photoelectric system
The photoelectric system is the core part of the color sorter, which is mainly composed of LED light source, background board, CCD lens and related auxiliary equipment. The light source provides stable and uniform illumination for the tested material and the background board. The CCD lens converts the reflected light of the tested material into electrical signals in the detection area. The background board provides a reference signal for the electronic control system.
3.Sorting system
The sorting system consists of sorting cabinets, nozzles, air supply and other accessories. Experiments have proved that the nozzle spacing and the number of nozzles are one of the key factors that affect the accuracy of the color sorter.
4.Cleaning system
The cleaning system is composed of cylinders, glass cleaning brushes and other components. Because some items contain dust and other impurities, they may stick to the glass during the color classification process. Once dust and impurities adhere to the car window glass, the photoelectric system may cause interlocking problems such as false detection, thereby affecting the color selection accuracy and carry-over rate.
5.Operating system
The large-screen wide-angle touch screen is used to preset a variety of color selection modes for customers. And establish a friendly man-machine interface, which can be adjusted conveniently and quickly according to the specific conditions of the material.

Compared with manual sorting, it saves labor, time, high efficiency and low processing costs. Improve the quality and social and economic benefits of the selected products.
Although manufacturers produce different types of color sorters, most belong to the following three main types:
1.Chute color sorters
The product chutes of chute sorters are equipped with rows of optical sensors that can operate simultaneously to ensure comprehensive and accurate detection. These machines can quickly sort large quantities of materials and are ideal for high-capacity production lines.
2.Belt color sorters
This type of sorter uses a conveyor belt to transport materials through a single optical sensor. Because the objects do not move much, they are not easily damaged, so many companies use this type of sorter to sort fragile items.
3.Optical color sorters
Optical color sorting uses lasers or cameras to automatically sort bulk products. This non-destructive machine can identify the structure, shape, defect size and chemical composition of the product with a detection rate of 100%.
WESORT color sorters have higher quality color sorting products, and the products have a great advantage in peer competition, which helps to enhance the brand and reputation. Help customers solve quality problems and help customers grow bigger and stronger.
The color sorter is a device that uses photoelectric technology to automatically sort out the heterochromatic particles in granular materials based on the color differences of the materials. It is widely used in many fields and is widely used in rice, cereals, nuts, industrial and other industries.
It is especially suitable for rice, tea, sesame, beans, melon seeds, peanuts, cottonseed, wolfberry, pepper, seeds, dried shrimps, etc. The effect of sorting impurities and special materials such as raisins, traditional Chinese medicine, glass, plastics, cinders, ores, and special materials is very remarkable and has reached the international leading level.
First, connect the power supply, turn on the tablet, touch the touch screen to start color selection; then pour the material to be selected for color into the vibrating feeding hopper, and use the high-frequency vibration of the feeder to shake the material and drop it into the material distribution slot; when the material falls into the dividing When selecting a box, two multi-megapixel cameras at the front and rear will comprehensively take high-frequency photos of each material, so as not to miss any blind spots.
The pictures will be compared with qualified materials through spectral analysis, and it will be found that materials that are inconsistent with qualified products, have different colors, and the air valve will Unqualified materials are blown into the overflow outlet, and qualified materials fall into the qualified material outlet along the set route.
The main components of the color sorter are feed hopper, vibrating feeder, chute, light source, background plate, CCD lens, discharge hopper, nozzle, air compressor, air storage tank, and filter.
1.Feeding system
It consists of a hopper, a vibrating feeder and a chute. The raw materials enter the vibrating feeder from the feeding hopper, and are automatically arranged into a series of continuous streamlines through the vibration and guiding mechanism, and after being accelerated by the chute, they drop to the detection area at a uniform speed. To ensure that the materials are clearly present in the sorting cabinet. In addition to the function of providing raw materials, the feeding system also controls the production capacity of the color sorter. Sorting per unit time can be realized.
2.Photoelectric system
The photoelectric system is the core part of the color sorter, which is mainly composed of LED light source, background board, CCD lens and related auxiliary equipment. The light source provides stable and uniform illumination for the tested material and the background board. The CCD lens converts the reflected light of the tested material into electrical signals in the detection area. The background board provides a reference signal for the electronic control system.
3.Sorting system
The sorting system consists of sorting cabinets, nozzles, air supply and other accessories. Experiments have proved that the nozzle spacing and the number of nozzles are one of the key factors that affect the accuracy of the color sorter.
4.Cleaning system
The cleaning system is composed of cylinders, glass cleaning brushes and other components. Because some items contain dust and other impurities, they may stick to the glass during the color classification process. Once dust and impurities adhere to the car window glass, the photoelectric system may cause interlocking problems such as false detection, thereby affecting the color selection accuracy and carry-over rate.
5.Operating system
The large-screen wide-angle touch screen is used to preset a variety of color selection modes for customers. And establish a friendly man-machine interface, which can be adjusted conveniently and quickly according to the specific conditions of the material.
Compared with manual sorting, it saves labor, time, high efficiency and low processing costs. Improve the quality and social and economic benefits of the selected products.
Although manufacturers produce different types of color sorters, most belong to the following three main types:
1.Chute color sorters
The product chutes of chute sorters are equipped with rows of optical sensors that can operate simultaneously to ensure comprehensive and accurate detection. These machines can quickly sort large quantities of materials and are ideal for high-capacity production lines.
2.Belt color sorters
This type of sorter uses a conveyor belt to transport materials through a single optical sensor. Because the objects do not move much, they are not easily damaged, so many companies use this type of sorter to sort fragile items.
3.Optical color sorters
Optical color sorting uses lasers or cameras to automatically sort bulk products. This non-destructive machine can identify the structure, shape, defect size and chemical composition of the product with a detection rate of 100%.
WESORT color sorters have higher quality color sorting products, and the products have a great advantage in peer competition, which helps to enhance the brand and reputation. Help customers solve quality problems and help customers grow bigger and stronger.

WESORT is proud to announce our participation in World of Coffee San Diego, one of the most influential events for the global specialty coffee industry. We warmly invite coffee processors, exporters, and roasters to visit us at Booth 650 from April...

In today’s competitive nut processing industry, product quality, safety, and consistency are critical for market success. The WESORT AI Color Sorter Machine is designed to deliver precise optical sorting for a wide range of nuts, including peanuts,...

From green bean exporters to specialty coffee roasters, every producer faces the same challenge: how to remove defects efficiently while protecting valuable beans. Problems such as mold, fermentation damage, insect bites, black beans, broken beans,...

To meet the growing demand for premium and specialty coffee, sorting accuracy must go beyond traditional color-based systems. The QuadEye 360 AI Coffee Bean Sorter, developed by WESORT, represents the next generation of intelligent coffee bean so...

Mexico has long been recognized as one of the world's leading coffee-producing countries. From Chiapas and Veracruz to Oaxaca and Puebla, Mexican coffee is exported to specialty coffee roasters and global buyers who increasingly demand higher consist...

Understanding the Real Cost of Manual Sorting in Agricultural and Industrial Processing Buyers researching an affordable AI color sorter are usually trying to solve a very specific set of operational problems: rising labor costs, inconsistent seasona...

The Case for Sourcing Optical Sorters Directly from the Manufacturer For processing enterprises evaluating an optical sorter direct manufacturer , the sourcing decision is rarely just about equipment specifications. It is about who designs the v...
The global nut processing industry is becoming increasingly competitive. Higher food safety standards, stricter export requirements, and rising labor costs are pushing processors to invest in smarter and more efficient sorting technology. Whether p...

Selecting the right corn color sorter machine is essential for improving product quality, reducing labor costs, and meeting international food safety standards. Whether you process food-grade corn, seed corn, sweet corn, or export-quality agricultura...

Corn quality plays a critical role in determining market value, processing efficiency, food safety, and seed performance. Whether used for food production, animal feed, seed breeding, or export markets, defective kernels, mold contamination, insect...
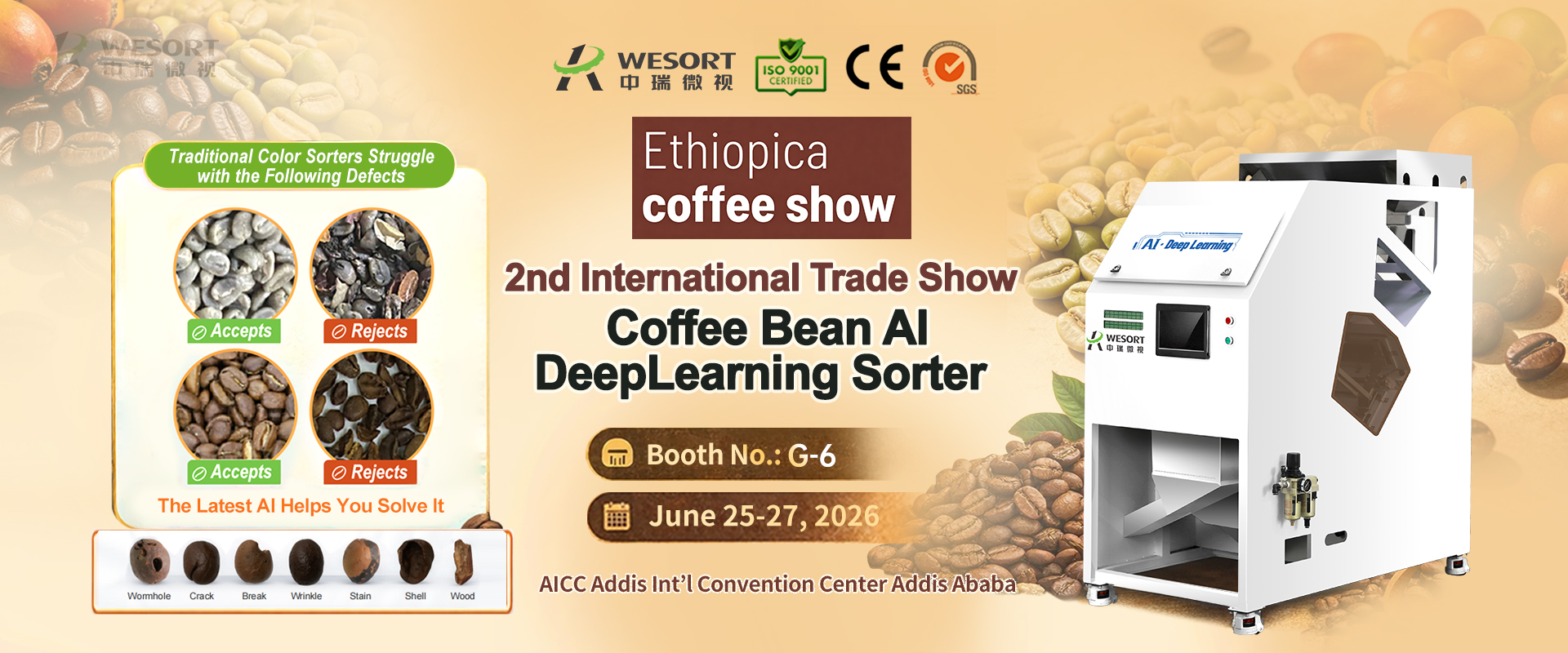
As one of the most important events in the Coffee Industry Ethiopia, the Ethiopia Coffee Expo attracts coffee producers, exporters, processors, and buyers from around the world. As demand for higher-quality coffee continues to grow, advanced Coffee...

Most people think food shows are all about tasting snacks and drinking coffee. WESORT? We’re bringing AI that can spot the “troublemakers” hiding in your food products. 😎 At Africa Food Show 2026. WESORT will showcase the AI QuadEye 360° Serie...

As food safety standards continue to rise across Western Europe, bean processors are under increasing pressure to deliver cleaner, safer, and more visually consistent products. Whether processing kidney beans, white beans, chickpeas, lentils, mung ...
What Is an Automatic Color Sorter? An automatic color sorter is an intelligent optical sorting machine designed to detect and remove defective materials based on color, shape, size, and internal characteristics. It is widely used in the food proc...

Brazil is the world’s largest coffee producer and exporter, supplying premium Arabica and Robusta beans to roasters and traders across the globe. As international buyers demand cleaner and more consistent coffee, Brazilian processors are investing ...

As demand for premium beans continues to grow across Western Europe, processors are under increasing pressure to deliver cleaner, safer, and more uniform products. Whether you process kidney beans, white beans, chickpeas, lentils, or broad beans, p...

In the global walnut processing industry, product quality directly determines market competitiveness. From kernel integrity to defect removal, precision sorting has become a critical step for processors aiming to meet export standards and maximize ...

In the modern nut processing industry, choosing the best walnut sorting machine is essential for improving product quality, ensuring food safety, and reducing labor costs. As global demand for high-grade walnut kernels continues to grow, traditio...

Looking for a reliable hazelnut color sorter machine supplier in China? Discover how AI optical sorting machines improve hazelnut quality, reduce labor costs, and increase processing efficiency. Hazelnut Color Sorter Machine Supplier China The ...

Hazelnut processors looking for the best sorting equipment often compare traditional color sorters and AI optical systems. The right solution depends on defect type, export standards, and production scale. This guide explains what defines the b...
WESORT is proud to announce our participation in World of Coffee San Diego, one of the most influential events for the global specialty coffee industry. We warmly invite coffee processors, exporters, and roasters to visit us at Booth 650 from April...
In today’s competitive nut processing industry, product quality, safety, and consistency are critical for market success. The WESORT AI Color Sorter Machine is designed to deliver precise optical sorting for a wide range of nuts, including peanuts,...
From green bean exporters to specialty coffee roasters, every producer faces the same challenge: how to remove defects efficiently while protecting valuable beans. Problems such as mold, fermentation damage, insect bites, black beans, broken beans,...
To meet the growing demand for premium and specialty coffee, sorting accuracy must go beyond traditional color-based systems. The QuadEye 360 AI Coffee Bean Sorter, developed by WESORT, represents the next generation of intelligent coffee bean so...
Mexico has long been recognized as one of the world's leading coffee-producing countries. From Chiapas and Veracruz to Oaxaca and Puebla, Mexican coffee is exported to specialty coffee roasters and global buyers who increasingly demand higher consist...
Understanding the Real Cost of Manual Sorting in Agricultural and Industrial Processing Buyers researching an affordable AI color sorter are usually trying to solve a very specific set of operational problems: rising labor costs, inconsistent seasona...
The Case for Sourcing Optical Sorters Directly from the Manufacturer For processing enterprises evaluating an optical sorter direct manufacturer , the sourcing decision is rarely just about equipment specifications. It is about who designs the v...
The global nut processing industry is becoming increasingly competitive. Higher food safety standards, stricter export requirements, and rising labor costs are pushing processors to invest in smarter and more efficient sorting technology. Whether p...