Shenzhen Wesort Optoelectronics Co., Ltd.
Address:Building 29, Longwangmiao Industrial Zone, Fuyong street, Bao'an District, Shenzhen, Guangdong Province, China.
Phone:+86 181 2370 6862

If your processing plant is not using a high-quality optical sorter, you may be missing out on an indispensable technology that can improve your production capacity and product quality. Modern Color sorters eliminate the need for time-consuming and inefficient manual sorting. They can handle complex sorting that cannot be accomplished by traditional mechanical sorting, such as air screen cleaners, gravity concentrators, destoners, and creasing machines. These machines can improve your cleaning line's efficiency, accuracy, and quality. A wide range of models is available to match a variety of seed, food, grain, feed, and milling applications and plant capacity.
Many industries, especially agriculture and food processing, have found Color sorters to be an integral part of their operations due to their ability to remove dangerous foreign material such as glass and stone. These machines can quickly sort many different types of materials.
Color sorters, also known as Color sorters have had a transformative impact on seed and grain processing plants. They can identify the characteristics of the raw materials passing through the machine and sort them based on color, size, quality, and kernel defects. Rejected grains are ejected from the acceptable product along with other grains, foreign material such as stones and glass. Defective material is any material that contains impurities such as discolored fragments, foreign matter, damaged seeds, or diseased kernels. Using an optical sorter to remove these foreign materials can extend the life of downstream equipment while ensuring the safety of the finished product.
Most Color sorters use several types of high-definition cameras to view the kernels in the visible spectrum, just as the human eye does, but also to view the kernels at wavelengths outside the range that the human eye cannot see, allowing for more difficult separations. For example, dark grains and dark kernels appear the same color to the human eye, but cameras outside the wavelength range that the human eye cannot see can distinguish them and remove the kernels. The cameras in an optical sorter can be programmed to use a variety of sorting criteria: color, size, shape, texture, disease, and pests are some common examples. The imaging technology is so precise that the cameras can be fine-tuned to the exact color of the product and quickly reject mismatched products, which is very useful when consumers expect uniform products.

Years ago, before automated machines became widely available, all sorting was done manually. As you can imagine, this manual process was extremely time-consuming, inefficient, and inaccurate. Mechanical grain sorters were the next evolution in efficiency and quality in grain handling plants, and are still manufactured and used today in plants around the world. These mechanical sorters include air screen cleaners, toothed drum sorters, gravity concentrators, and destoners, to name a few. Modern plants are improving the quality and efficiency of mechanical sorting by adding color sorters as a new step in existing processes, or replacing them entirely in certain grains, to improve product quality and reduce operating costs. Color sorting technology can catch defects that the human eye can’t see, ensuring that product quality is consistent day after day and shift after shift, and adding a sorting tool with visual effects that mechanical sorters can’t achieve.
Like any machine, color sorters need to be properly maintained to keep them performing at their best. Even the best color sorters can suffer from performance degradation if they are not cleaned or maintained. Regular maintenance is essential to protecting your investment and ensuring your operation runs smoothly.
It is critical to keep all parts of your color sorter clean and mechanically maintained. Dust filters need to be checked and cleaned regularly. Another way to extend the life of your machine is to monitor the air quality of the compressor. If you find that the compressed air contains moisture, oil, or dust, it may mean that the internal valve mechanism is faulty and needs to be replaced.
Once you have confirmed that the machine is clean and running well, check the performance of the software and sensors. While this basic monitoring is becoming increasingly automated, operators still need to keep a close eye on real-time conditions. For example, older color sorters may still require manual calibration, but newer generation color sorters eliminate this need through the use of internal calibration algorithms. Like any computer system, the color sorter's database and parameter settings need to be backed up regularly.
Of course, the best way to maintain your color sorter is to hire a professional like WESORT. Our experienced and certified technicians can perform regular preventive maintenance to help you protect your valuable equipment and avoid unexpected downtime.
Integrating a color sorter into your processing flow can save you time and money while improving your overall output and quality. To learn more about improving operational efficiency, check out our blog!
If your processing plant is not using a high-quality optical sorter, you may be missing out on an indispensable technology that can improve your production capacity and product quality. Modern Color sorters eliminate the need for time-consuming and inefficient manual sorting. They can handle complex sorting that cannot be accomplished by traditional mechanical sorting, such as air screen cleaners, gravity concentrators, destoners, and creasing machines. These machines can improve your cleaning line's efficiency, accuracy, and quality. A wide range of models is available to match a variety of seed, food, grain, feed, and milling applications and plant capacity.
Many industries, especially agriculture and food processing, have found Color sorters to be an integral part of their operations due to their ability to remove dangerous foreign material such as glass and stone. These machines can quickly sort many different types of materials.
Color sorters, also known as Color sorters have had a transformative impact on seed and grain processing plants. They can identify the characteristics of the raw materials passing through the machine and sort them based on color, size, quality, and kernel defects. Rejected grains are ejected from the acceptable product along with other grains, foreign material such as stones and glass. Defective material is any material that contains impurities such as discolored fragments, foreign matter, damaged seeds, or diseased kernels. Using an optical sorter to remove these foreign materials can extend the life of downstream equipment while ensuring the safety of the finished product.
Most Color sorters use several types of high-definition cameras to view the kernels in the visible spectrum, just as the human eye does, but also to view the kernels at wavelengths outside the range that the human eye cannot see, allowing for more difficult separations. For example, dark grains and dark kernels appear the same color to the human eye, but cameras outside the wavelength range that the human eye cannot see can distinguish them and remove the kernels. The cameras in an optical sorter can be programmed to use a variety of sorting criteria: color, size, shape, texture, disease, and pests are some common examples. The imaging technology is so precise that the cameras can be fine-tuned to the exact color of the product and quickly reject mismatched products, which is very useful when consumers expect uniform products.
Years ago, before automated machines became widely available, all sorting was done manually. As you can imagine, this manual process was extremely time-consuming, inefficient, and inaccurate. Mechanical grain sorters were the next evolution in efficiency and quality in grain handling plants, and are still manufactured and used today in plants around the world. These mechanical sorters include air screen cleaners, toothed drum sorters, gravity concentrators, and destoners, to name a few. Modern plants are improving the quality and efficiency of mechanical sorting by adding color sorters as a new step in existing processes, or replacing them entirely in certain grains, to improve product quality and reduce operating costs. Color sorting technology can catch defects that the human eye can’t see, ensuring that product quality is consistent day after day and shift after shift, and adding a sorting tool with visual effects that mechanical sorters can’t achieve.
Like any machine, color sorters need to be properly maintained to keep them performing at their best. Even the best color sorters can suffer from performance degradation if they are not cleaned or maintained. Regular maintenance is essential to protecting your investment and ensuring your operation runs smoothly.
It is critical to keep all parts of your color sorter clean and mechanically maintained. Dust filters need to be checked and cleaned regularly. Another way to extend the life of your machine is to monitor the air quality of the compressor. If you find that the compressed air contains moisture, oil, or dust, it may mean that the internal valve mechanism is faulty and needs to be replaced.
Once you have confirmed that the machine is clean and running well, check the performance of the software and sensors. While this basic monitoring is becoming increasingly automated, operators still need to keep a close eye on real-time conditions. For example, older color sorters may still require manual calibration, but newer generation color sorters eliminate this need through the use of internal calibration algorithms. Like any computer system, the color sorter's database and parameter settings need to be backed up regularly.
Of course, the best way to maintain your color sorter is to hire a professional like WESORT. Our experienced and certified technicians can perform regular preventive maintenance to help you protect your valuable equipment and avoid unexpected downtime.
Integrating a color sorter into your processing flow can save you time and money while improving your overall output and quality. To learn more about improving operational efficiency, check out our blog!

Meta Description: Looking for the top hazelnut sorting machine manufacturer? WESORT offers advanced hazelnut color sorters with AI deep learning to efficiently remove defects, pests, and foreign materials. Boost your hazelnut processing efficienc...

With the growing popularity of specialty coffee, the purity of coffee beans determines the aroma and taste of a cup of coffee. Achieving 99.9% purity requires high-performance coffee bean sorting equipment. Among Chinese coffee bean color sorter ma...

What's the most vexing issue in the hazelnut industry chain? It's not yield, but quality. Defects like mold, wrinkled skin, and foreign matter not only reduce product value but can also put export orders at risk. The solution isn't to increase the ...

Every hazelnut tells a story—about the soil it grew in, the care during harvest, and the precision of its processing. Yet between farm and final product, hidden defects like mold, insect damage, and discoloration can turn premium hazelnuts into cos...

Corn quality plays a critical role in determining market value, processing efficiency, food safety, and seed performance. Whether used for food production, animal feed, seed breeding, or export markets, defective kernels, mold contamination, insect...
As one of the most important events in the Coffee Industry Ethiopia, the Ethiopia Coffee Expo attracts coffee producers, exporters, processors, and buyers from around the world. As demand for higher-quality coffee continues to grow, advanced Coffee...

Most people think food shows are all about tasting snacks and drinking coffee. WESORT? We’re bringing AI that can spot the “troublemakers” hiding in your food products. 😎 At Africa Food Show 2026. WESORT will showcase the AI QuadEye 360° Serie...

As food safety standards continue to rise across Western Europe, bean processors are under increasing pressure to deliver cleaner, safer, and more visually consistent products. Whether processing kidney beans, white beans, chickpeas, lentils, mung ...
What Is an Automatic Color Sorter? An automatic color sorter is an intelligent optical sorting machine designed to detect and remove defective materials based on color, shape, size, and internal characteristics. It is widely used in the food proc...

Brazil is the world’s largest coffee producer and exporter, supplying premium Arabica and Robusta beans to roasters and traders across the globe. As international buyers demand cleaner and more consistent coffee, Brazilian processors are investing ...

As demand for premium beans continues to grow across Western Europe, processors are under increasing pressure to deliver cleaner, safer, and more uniform products. Whether you process kidney beans, white beans, chickpeas, lentils, or broad beans, p...

In the global walnut processing industry, product quality directly determines market competitiveness. From kernel integrity to defect removal, precision sorting has become a critical step for processors aiming to meet export standards and maximize ...

In the modern nut processing industry, choosing the best walnut sorting machine is essential for improving product quality, ensuring food safety, and reducing labor costs. As global demand for high-grade walnut kernels continues to grow, traditio...

Looking for a reliable hazelnut color sorter machine supplier in China? Discover how AI optical sorting machines improve hazelnut quality, reduce labor costs, and increase processing efficiency. Hazelnut Color Sorter Machine Supplier China The ...

Hazelnut processors looking for the best sorting equipment often compare traditional color sorters and AI optical systems. The right solution depends on defect type, export standards, and production scale. This guide explains what defines the b...

WESORT is proud to announce our participation in World of Coffee San Diego, one of the most influential events for the global specialty coffee industry. We warmly invite coffee processors, exporters, and roasters to visit us at Booth 650 from April...

In today’s competitive nut processing industry, product quality, safety, and consistency are critical for market success. The WESORT AI Color Sorter Machine is designed to deliver precise optical sorting for a wide range of nuts, including peanuts,...

From green bean exporters to specialty coffee roasters, every producer faces the same challenge: how to remove defects efficiently while protecting valuable beans. Problems such as mold, fermentation damage, insect bites, black beans, broken beans,...

To meet the growing demand for premium and specialty coffee, sorting accuracy must go beyond traditional color-based systems. The QuadEye 360 AI Coffee Bean Sorter, developed by WESORT, represents the next generation of intelligent coffee bean so...
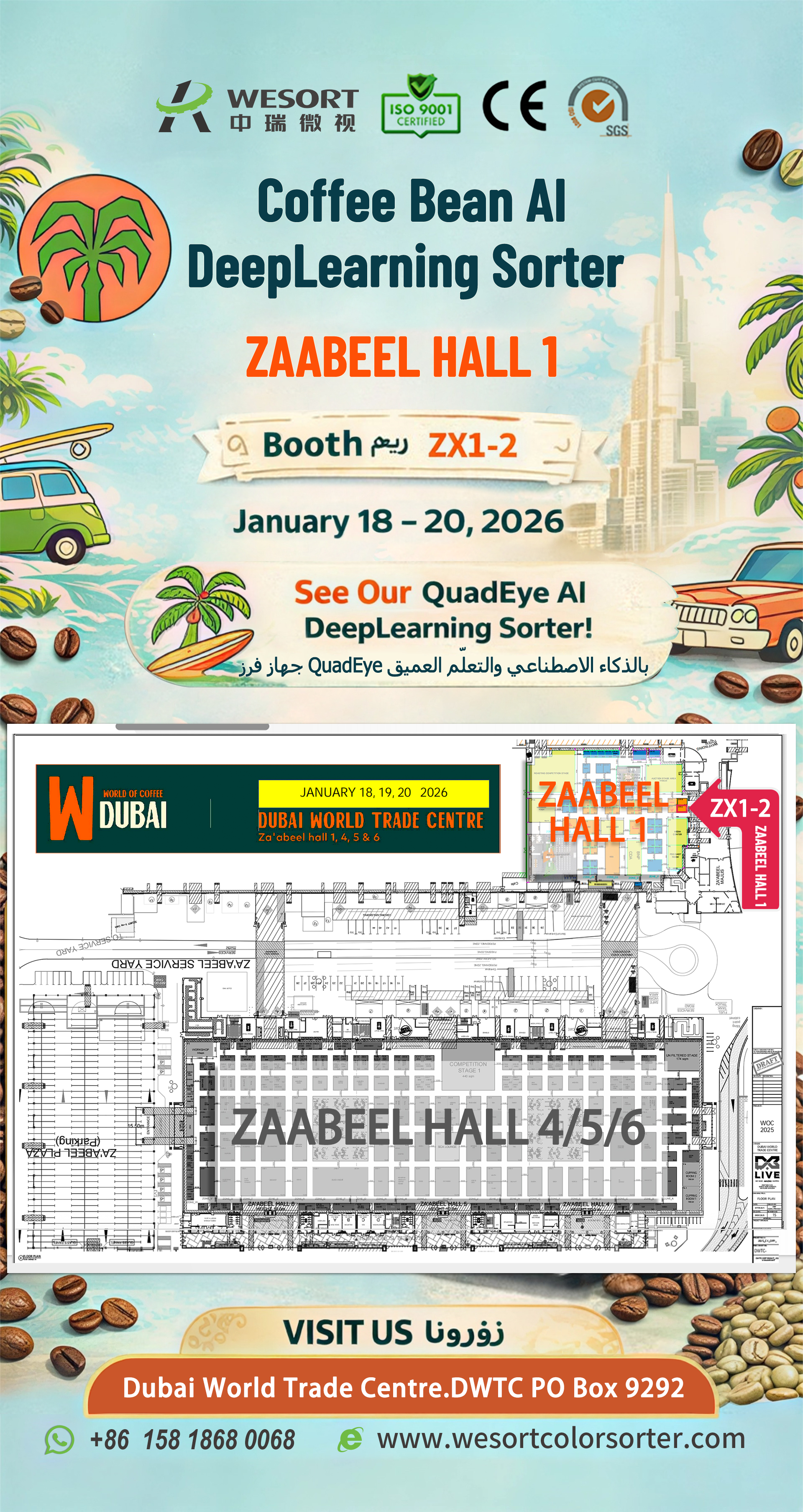
Dear friend, If you are attending World of Coffee Dubai 2026. we would like to invite you to visit WESORT. We will showcase our QuadEye 360 AI Coffee Bean Sorter, featuring 360° four-side inspection, AI deep learning models, near-zero breakage,...
Meta Description: Looking for the top hazelnut sorting machine manufacturer? WESORT offers advanced hazelnut color sorters with AI deep learning to efficiently remove defects, pests, and foreign materials. Boost your hazelnut processing efficienc...
With the growing popularity of specialty coffee, the purity of coffee beans determines the aroma and taste of a cup of coffee. Achieving 99.9% purity requires high-performance coffee bean sorting equipment. Among Chinese coffee bean color sorter ma...
What's the most vexing issue in the hazelnut industry chain? It's not yield, but quality. Defects like mold, wrinkled skin, and foreign matter not only reduce product value but can also put export orders at risk. The solution isn't to increase the ...
Every hazelnut tells a story—about the soil it grew in, the care during harvest, and the precision of its processing. Yet between farm and final product, hidden defects like mold, insect damage, and discoloration can turn premium hazelnuts into cos...
Corn quality plays a critical role in determining market value, processing efficiency, food safety, and seed performance. Whether used for food production, animal feed, seed breeding, or export markets, defective kernels, mold contamination, insect...
As one of the most important events in the Coffee Industry Ethiopia, the Ethiopia Coffee Expo attracts coffee producers, exporters, processors, and buyers from around the world. As demand for higher-quality coffee continues to grow, advanced Coffee...
Most people think food shows are all about tasting snacks and drinking coffee. WESORT? We’re bringing AI that can spot the “troublemakers” hiding in your food products. 😎 At Africa Food Show 2026. WESORT will showcase the AI QuadEye 360° Serie...
As food safety standards continue to rise across Western Europe, bean processors are under increasing pressure to deliver cleaner, safer, and more visually consistent products. Whether processing kidney beans, white beans, chickpeas, lentils, mung ...