Shenzhen Wesort Optoelectronics Co., Ltd.
Address:Building 29, Longwangmiao Industrial Zone, Fuyong street, Bao'an District, Shenzhen, Guangdong Province, China.
Phone:+86 181 2370 6862

Coffee is much more than just a beverage—it’s an experience shaped by the quality and consistency of the beans used. Over the years, coffee producers have continually sought ways to improve bean quality, reduce waste, and ensure a uniform flavor profile in every cup. One breakthrough that has dramatically transformed the industry is optical sorting technology. This long-form article explores how modern optical sorting machines are revolutionizing coffee bean processing, drawing insights from industry leaders and cutting-edge manufacturers.
The Evolution of Coffee Bean Sorting
Traditionally, coffee bean sorting was a labor-intensive process that relied on manual inspection. Workers would sort beans by hand, identifying defects, discolorations, and impurities. However, this method was not only time-consuming but also prone to human error and inconsistency. As global demand for high-quality coffee grew, the need for an automated, precise, and efficient sorting solution became undeniable.
Enter optical sorting—a technology that leverages advanced imaging, sensors, and artificial intelligence to identify and remove undesirable beans. According to Counter Culture Coffee, optical sorting represents one of the most exciting advancements in coffee processing, offering a new level of accuracy and efficiency that was previously unattainable in manual sorting processes.

How Optical Sorting Technology Works
At the heart of optical sorting is a sophisticated integration of high-speed cameras, sensors, and intelligent algorithms. Here’s a closer look at the process:
1. High-Resolution Imaging:
Optical sorters use high-resolution cameras to capture detailed images of coffee beans as they pass through the machine at high speeds. This imaging technology is capable of detecting minute differences in color, shape, and size.
2. Sensor Analysis and AI Integration:
Advanced sensors analyze these images in real time. Machine learning algorithms compare the captured images against preset standards for quality. The system is finely tuned to distinguish between healthy beans and those that are discolored, malformed, or otherwise defective. This technology, as highlighted , allows for precise removal of even the smallest impurities, ensuring that only the best beans continue along the production line.
3. Automated Sorting Mechanism:
Once defective beans are identified, the system activates an air jet or mechanical diverter to remove them from the batch. This process is executed in milliseconds, which means the machine can handle large volumes of beans without sacrificing accuracy.

Benefits of Optical Sorting in Coffee Processing
The introduction of optical sorting technology has brought significant improvements across several key areas of coffee production:
- Enhanced Quality and Consistency:
Optical sorters ensure that only beans meeting strict quality standards are used, resulting in a more consistent flavor profile and improved overall quality of the final product. The removal of defective beans not only enhances taste but also prevents undesirable flavors from affecting the brew.
- Increased Efficiency and Reduced Labor Costs:
Automated sorting eliminates the need for labor-intensive manual inspection. This not only speeds up the production process but also reduces labor costs and minimizes human error, leading to a more efficient workflow.
- Minimized Waste and Sustainability Benefits:
By precisely targeting only the defective beans, optical sorters significantly reduce waste. This precise separation contributes to a more sustainable production process by ensuring that a greater proportion of the harvested beans meet the high standards required for premium coffee.
- Improved Traceability and Data Collection:
Modern optical sorters come equipped with data-collection capabilities that allow producers to track the quality of their beans throughout the sorting process. This data can be used to refine production methods, troubleshoot issues, and maintain high-quality standards over time.

Innovations Driving Modern Coffee Sorters
Leading companies in the field have continuously pushed the boundaries of optical sorting technology. For instance, WESORT has developed an advanced colour sorter that utilizes artificial intelligence and state-of-the-art imaging to detect even the subtlest color differences. Their system is designed to adapt and learn from each sorting cycle, improving accuracy and efficiency with every use.
companies like WESORT have integrated these innovations into large-scale production lines, making it possible to process vast quantities of coffee beans without compromising on quality. Their optical sorting solutions are engineered for robustness, speed, and precision—qualities that are indispensable in today’s competitive coffee market.
Industry Impact and Case Studies
The widespread adoption of optical sorting technology is having a transformative effect on the coffee industry. Producers are now able to deliver consistently high-quality products that meet the growing demands of discerning consumers. For example:
- Quality Control:
Coffee roasters and producers report a significant reduction in the number of defective beans reaching the roasting stage. This leads to better tasting coffee and fewer quality-related complaints from customers.
- Operational Efficiency:
The automation provided by optical sorters has streamlined processing operations, enabling companies to scale production without a proportional increase in labor costs. This efficiency has been crucial for meeting rising global demand.
- Market Competitiveness:
By ensuring a consistent and high-quality product, producers using optical sorting technology can position themselves as premium brands in the marketplace. The investment in high-tech sorting solutions often translates into better market prices and stronger brand loyalty.
Future Perspectives
The future of coffee bean processing looks bright, with optical sorting technology set to become even more advanced. Continued advancements in artificial intelligence and sensor technology are expected to further refine sorting accuracy and speed. Integration with Internet of Things (IoT) platforms will enable real-time monitoring and predictive maintenance, ensuring that optical sorting systems are always operating at peak performance.
Moreover, as the coffee industry continues to emphasize sustainability, the precision of optical sorters in reducing waste will become an increasingly important selling point. Future machines may also incorporate more sophisticated data analytics, providing coffee producers with deeper insights into their production processes and opportunities for continuous improvement.
Optical sorting technology represents a significant leap forward in coffee bean processing. By leveraging high-resolution imaging, advanced sensors, and intelligent algorithms, modern optical sorters ensure that only the finest beans make it to your cup. This technology not only enhances product quality and consistency but also drives operational efficiency and sustainability across the coffee supply chain.
Coffee is much more than just a beverage—it’s an experience shaped by the quality and consistency of the beans used. Over the years, coffee producers have continually sought ways to improve bean quality, reduce waste, and ensure a uniform flavor profile in every cup. One breakthrough that has dramatically transformed the industry is optical sorting technology. This long-form article explores how modern optical sorting machines are revolutionizing coffee bean processing, drawing insights from industry leaders and cutting-edge manufacturers.
The Evolution of Coffee Bean Sorting
Traditionally, coffee bean sorting was a labor-intensive process that relied on manual inspection. Workers would sort beans by hand, identifying defects, discolorations, and impurities. However, this method was not only time-consuming but also prone to human error and inconsistency. As global demand for high-quality coffee grew, the need for an automated, precise, and efficient sorting solution became undeniable.
Enter optical sorting—a technology that leverages advanced imaging, sensors, and artificial intelligence to identify and remove undesirable beans. According to Counter Culture Coffee, optical sorting represents one of the most exciting advancements in coffee processing, offering a new level of accuracy and efficiency that was previously unattainable in manual sorting processes.
How Optical Sorting Technology Works
At the heart of optical sorting is a sophisticated integration of high-speed cameras, sensors, and intelligent algorithms. Here’s a closer look at the process:
1. High-Resolution Imaging:
Optical sorters use high-resolution cameras to capture detailed images of coffee beans as they pass through the machine at high speeds. This imaging technology is capable of detecting minute differences in color, shape, and size.
2. Sensor Analysis and AI Integration:
Advanced sensors analyze these images in real time. Machine learning algorithms compare the captured images against preset standards for quality. The system is finely tuned to distinguish between healthy beans and those that are discolored, malformed, or otherwise defective. This technology, as highlighted , allows for precise removal of even the smallest impurities, ensuring that only the best beans continue along the production line.
3. Automated Sorting Mechanism:
Once defective beans are identified, the system activates an air jet or mechanical diverter to remove them from the batch. This process is executed in milliseconds, which means the machine can handle large volumes of beans without sacrificing accuracy.
Benefits of Optical Sorting in Coffee Processing
The introduction of optical sorting technology has brought significant improvements across several key areas of coffee production:
- Enhanced Quality and Consistency:
Optical sorters ensure that only beans meeting strict quality standards are used, resulting in a more consistent flavor profile and improved overall quality of the final product. The removal of defective beans not only enhances taste but also prevents undesirable flavors from affecting the brew.
- Increased Efficiency and Reduced Labor Costs:
Automated sorting eliminates the need for labor-intensive manual inspection. This not only speeds up the production process but also reduces labor costs and minimizes human error, leading to a more efficient workflow.
- Minimized Waste and Sustainability Benefits:
By precisely targeting only the defective beans, optical sorters significantly reduce waste. This precise separation contributes to a more sustainable production process by ensuring that a greater proportion of the harvested beans meet the high standards required for premium coffee.
- Improved Traceability and Data Collection:
Modern optical sorters come equipped with data-collection capabilities that allow producers to track the quality of their beans throughout the sorting process. This data can be used to refine production methods, troubleshoot issues, and maintain high-quality standards over time.
Innovations Driving Modern Coffee Sorters
Leading companies in the field have continuously pushed the boundaries of optical sorting technology. For instance, WESORT has developed an advanced colour sorter that utilizes artificial intelligence and state-of-the-art imaging to detect even the subtlest color differences. Their system is designed to adapt and learn from each sorting cycle, improving accuracy and efficiency with every use.
companies like WESORT have integrated these innovations into large-scale production lines, making it possible to process vast quantities of coffee beans without compromising on quality. Their optical sorting solutions are engineered for robustness, speed, and precision—qualities that are indispensable in today’s competitive coffee market.
Industry Impact and Case Studies
The widespread adoption of optical sorting technology is having a transformative effect on the coffee industry. Producers are now able to deliver consistently high-quality products that meet the growing demands of discerning consumers. For example:
- Quality Control:
Coffee roasters and producers report a significant reduction in the number of defective beans reaching the roasting stage. This leads to better tasting coffee and fewer quality-related complaints from customers.
- Operational Efficiency:
The automation provided by optical sorters has streamlined processing operations, enabling companies to scale production without a proportional increase in labor costs. This efficiency has been crucial for meeting rising global demand.
- Market Competitiveness:
By ensuring a consistent and high-quality product, producers using optical sorting technology can position themselves as premium brands in the marketplace. The investment in high-tech sorting solutions often translates into better market prices and stronger brand loyalty.
Future Perspectives
The future of coffee bean processing looks bright, with optical sorting technology set to become even more advanced. Continued advancements in artificial intelligence and sensor technology are expected to further refine sorting accuracy and speed. Integration with Internet of Things (IoT) platforms will enable real-time monitoring and predictive maintenance, ensuring that optical sorting systems are always operating at peak performance.
Moreover, as the coffee industry continues to emphasize sustainability, the precision of optical sorters in reducing waste will become an increasingly important selling point. Future machines may also incorporate more sophisticated data analytics, providing coffee producers with deeper insights into their production processes and opportunities for continuous improvement.
Optical sorting technology represents a significant leap forward in coffee bean processing. By leveraging high-resolution imaging, advanced sensors, and intelligent algorithms, modern optical sorters ensure that only the finest beans make it to your cup. This technology not only enhances product quality and consistency but also drives operational efficiency and sustainability across the coffee supply chain.

WESORT is proud to announce our participation in World of Coffee San Diego, one of the most influential events for the global specialty coffee industry. We warmly invite coffee processors, exporters, and roasters to visit us at Booth 650 from April...

In today’s competitive nut processing industry, product quality, safety, and consistency are critical for market success. The WESORT AI Color Sorter Machine is designed to deliver precise optical sorting for a wide range of nuts, including peanuts,...

From green bean exporters to specialty coffee roasters, every producer faces the same challenge: how to remove defects efficiently while protecting valuable beans. Problems such as mold, fermentation damage, insect bites, black beans, broken beans,...

To meet the growing demand for premium and specialty coffee, sorting accuracy must go beyond traditional color-based systems. The QuadEye 360 AI Coffee Bean Sorter, developed by WESORT, represents the next generation of intelligent coffee bean so...

Mexico has long been recognized as one of the world's leading coffee-producing countries. From Chiapas and Veracruz to Oaxaca and Puebla, Mexican coffee is exported to specialty coffee roasters and global buyers who increasingly demand higher consist...

Understanding the Real Cost of Manual Sorting in Agricultural and Industrial Processing Buyers researching an affordable AI color sorter are usually trying to solve a very specific set of operational problems: rising labor costs, inconsistent seasona...

The Case for Sourcing Optical Sorters Directly from the Manufacturer For processing enterprises evaluating an optical sorter direct manufacturer , the sourcing decision is rarely just about equipment specifications. It is about who designs the v...
The global nut processing industry is becoming increasingly competitive. Higher food safety standards, stricter export requirements, and rising labor costs are pushing processors to invest in smarter and more efficient sorting technology. Whether p...

Selecting the right corn color sorter machine is essential for improving product quality, reducing labor costs, and meeting international food safety standards. Whether you process food-grade corn, seed corn, sweet corn, or export-quality agricultura...

Corn quality plays a critical role in determining market value, processing efficiency, food safety, and seed performance. Whether used for food production, animal feed, seed breeding, or export markets, defective kernels, mold contamination, insect...
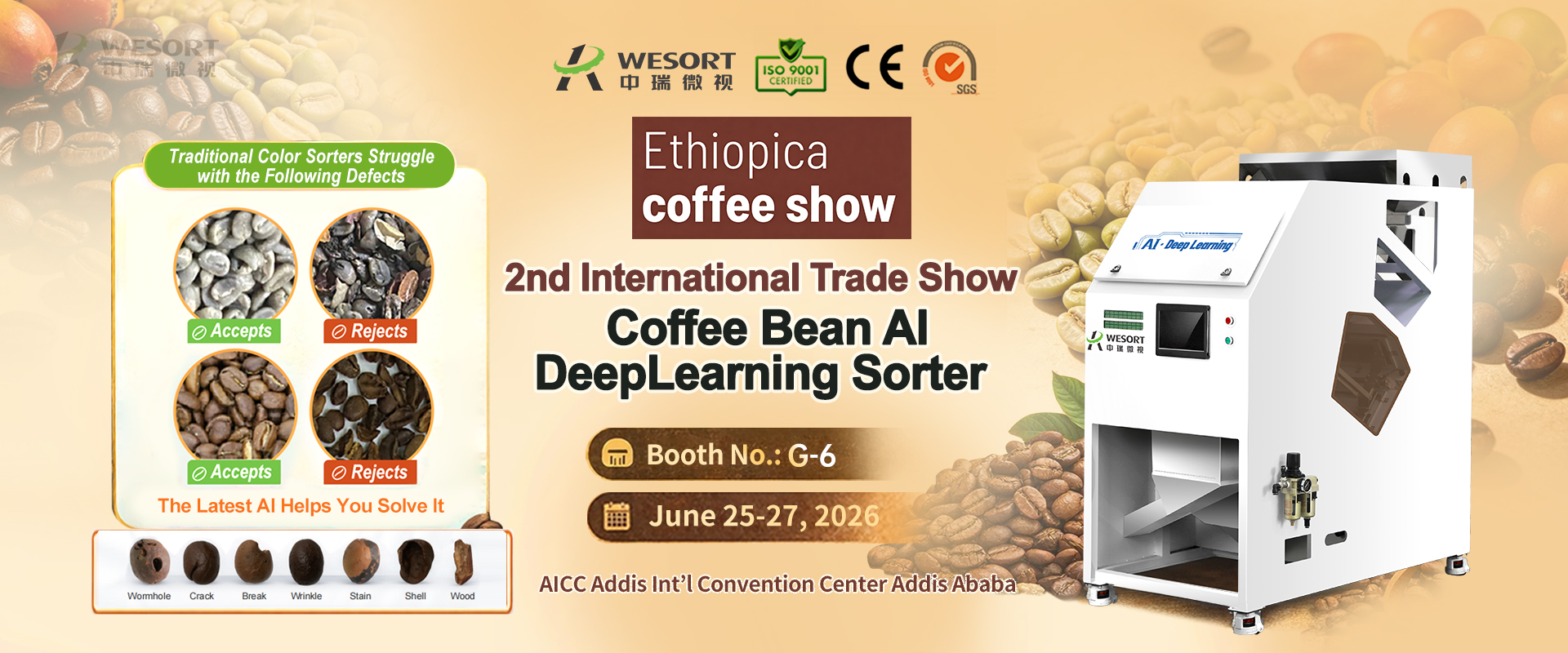
As one of the most important events in the Coffee Industry Ethiopia, the Ethiopia Coffee Expo attracts coffee producers, exporters, processors, and buyers from around the world. As demand for higher-quality coffee continues to grow, advanced Coffee...

Most people think food shows are all about tasting snacks and drinking coffee. WESORT? We’re bringing AI that can spot the “troublemakers” hiding in your food products. 😎 At Africa Food Show 2026. WESORT will showcase the AI QuadEye 360° Serie...

As food safety standards continue to rise across Western Europe, bean processors are under increasing pressure to deliver cleaner, safer, and more visually consistent products. Whether processing kidney beans, white beans, chickpeas, lentils, mung ...
What Is an Automatic Color Sorter? An automatic color sorter is an intelligent optical sorting machine designed to detect and remove defective materials based on color, shape, size, and internal characteristics. It is widely used in the food proc...

Brazil is the world’s largest coffee producer and exporter, supplying premium Arabica and Robusta beans to roasters and traders across the globe. As international buyers demand cleaner and more consistent coffee, Brazilian processors are investing ...

As demand for premium beans continues to grow across Western Europe, processors are under increasing pressure to deliver cleaner, safer, and more uniform products. Whether you process kidney beans, white beans, chickpeas, lentils, or broad beans, p...

In the global walnut processing industry, product quality directly determines market competitiveness. From kernel integrity to defect removal, precision sorting has become a critical step for processors aiming to meet export standards and maximize ...

In the modern nut processing industry, choosing the best walnut sorting machine is essential for improving product quality, ensuring food safety, and reducing labor costs. As global demand for high-grade walnut kernels continues to grow, traditio...

Looking for a reliable hazelnut color sorter machine supplier in China? Discover how AI optical sorting machines improve hazelnut quality, reduce labor costs, and increase processing efficiency. Hazelnut Color Sorter Machine Supplier China The ...

Hazelnut processors looking for the best sorting equipment often compare traditional color sorters and AI optical systems. The right solution depends on defect type, export standards, and production scale. This guide explains what defines the b...
WESORT is proud to announce our participation in World of Coffee San Diego, one of the most influential events for the global specialty coffee industry. We warmly invite coffee processors, exporters, and roasters to visit us at Booth 650 from April...
In today’s competitive nut processing industry, product quality, safety, and consistency are critical for market success. The WESORT AI Color Sorter Machine is designed to deliver precise optical sorting for a wide range of nuts, including peanuts,...
From green bean exporters to specialty coffee roasters, every producer faces the same challenge: how to remove defects efficiently while protecting valuable beans. Problems such as mold, fermentation damage, insect bites, black beans, broken beans,...
To meet the growing demand for premium and specialty coffee, sorting accuracy must go beyond traditional color-based systems. The QuadEye 360 AI Coffee Bean Sorter, developed by WESORT, represents the next generation of intelligent coffee bean so...
Mexico has long been recognized as one of the world's leading coffee-producing countries. From Chiapas and Veracruz to Oaxaca and Puebla, Mexican coffee is exported to specialty coffee roasters and global buyers who increasingly demand higher consist...
Understanding the Real Cost of Manual Sorting in Agricultural and Industrial Processing Buyers researching an affordable AI color sorter are usually trying to solve a very specific set of operational problems: rising labor costs, inconsistent seasona...
The Case for Sourcing Optical Sorters Directly from the Manufacturer For processing enterprises evaluating an optical sorter direct manufacturer , the sourcing decision is rarely just about equipment specifications. It is about who designs the v...
The global nut processing industry is becoming increasingly competitive. Higher food safety standards, stricter export requirements, and rising labor costs are pushing processors to invest in smarter and more efficient sorting technology. Whether p...